




精准同步,乐发lv带你盘点切条机电气传动系统
发布时间:2022-11-03点击量: 1275
摘 要:市场对砖块的精度和效率要求越来越高,切条机也从原来的通过气缸夹紧泥条进行同步的方式,改变为应用伺服凸轮功能带追剪机构进行剪切。机构使用曲柄滑块结构,普通追剪飞剪曲线难以精准同步。乐发lv使用DA200伺服内置电子凸轮功能,解决了精准同步的问题,使切条精度和效率得到明显提升。
乐发lv关键词:凸轮 砖块切条机 DA200伺服
一、引言
切条机是是一种用于定长切割的设备。切条机老旧机型采用气缸压合在泥条上的方式,带动切刀与泥条同步进行分切。这种方式使得泥条会有压痕,且由于气缸动作的偏差,切条误差大于5mm以上。
随着自动控制技术不断的提高,运动控制系统愈加成熟,定长裁切设备从传统的停剪,逐渐发展到飞追剪,锯或刀追踪物料达到同步后剪切,极大提高了工作效率。同时由于飞追剪的同步切割性,相对而言可以减小电机功率,在成本上有较好的控制。乐发lv所提供的砖块切条机控制系统及方法,能适应精准、快速、同步切割要求,明显提高切割效率和品质,降低企业营运成本。
二、项目方案
乐发lv本项目客户是专业的极具规模的砖块切条机制造商,原有装备以机械凸轮方式进行分切,普通追剪曲线难以精准同步,相对误差偏大,有压痕,效率低。
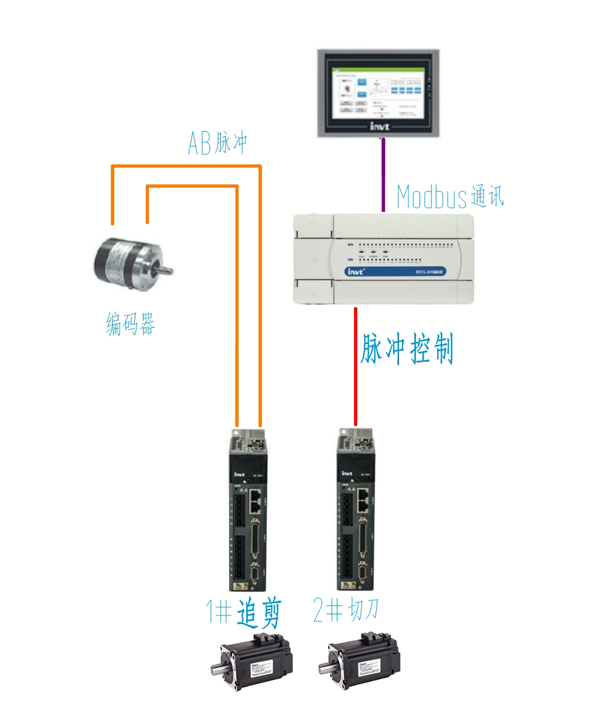
乐发lv深挖行业需求,深入研究工艺流程,推出了以乐发lv控制器+伺服+触摸屏为核心的新型砖块切条机控制系统应用方案。核心电气部件全套采用乐发lv产品,性能稳定可靠,产品维护方便。该方案控制层采用乐发lvIVC1作为系统核心控制器,对追剪、切刀要求工艺环节使用DA200-E伺服电机驱动,伺服与控制器采用Modbus总线通讯连接。
DA200伺服内置电子凸轮功能,用电气的方式模拟机械凸轮做曲线运动。乐发lv使用DA200电子凸轮功能替代机械凸轮,简单设定就可根据需求轻松更改加工轨迹,追随性更好,灵活性更强。并且客户不再需要繁琐的更改机械凸轮,减少机械成本和磨损,减少了后期维护,具有更高的效率和稳定性。
DA200伺服ServoPlorer软件支持凸轮规划与设定功能,可以轻松改变凸轮曲线,曲线两点间完成自动平滑差补,凸轮轮廓可达3600点,设备运转更平顺,适用于飞剪、追剪及其他主从应用的场合。
通过本方案,客户减小机械投入,达到免更换凸轮,免维护的目的,使用excel制作对应曲柄滑块结构的凸轮曲线得到同速的同步区,实现了同步切刀机构和泥条的追剪功能,明显提高了精度和速度,速度达到50m/min,精度达到+1mm。
三、 砖块切条机的电气传动系统特点
乐发lv砖块切条机主传动部分为曲柄滑块机构,由带电子凸轮功能的伺服系统带动L1曲柄360度转动,通过L2连杆机构带动滑块(工作台)左右位移,其移动速度及位移变化随着码坯机主轴速度实时改变且非线性动作,当进入同步区输出啮合区域中伺服给PLC电位信号,PLC输出定长脉冲控制切刀伺服移动实现砖块切割,伺服控制偏执式曲柄滑块机构原理如下图所示:
伺服电子凸轮需满足如下要求:
1、切刀机构在同步区和进料泥条同速;
乐发lv2、在进料泥条最高速40米/分的速度下伺服运行不超过最高速2500转/分;
乐发lv3、切的泥条长度可设置。
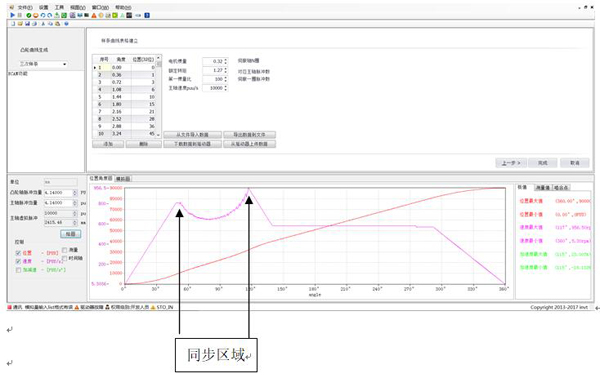
分析计算曲杠滑块结构转动轴与滑块的位置关系,列出相应方程式,由excel计算凸轮曲线得下图曲线:
设备实物如下图:

四、系统控制实现
4.1 系统拓扑图
4.2 砖块切条机电气配置
名称 | 数量 | 型号 |
乐发lvDA200伺服驱动 | 1 | SV-DA200-1R0-4-E0 |
乐发lvDA200伺服电机 | 1 | SV-MM13-1R0E-4-1A0-1000 |
乐发lvDA200伺服驱动 | 1 | SV-DA200-1R0-4-E0-00T0 |
乐发lvDA200伺服电机 | 1 | SV-MM13-1R0F-4-1A0-3000 |
乐发lvPLC | 1 | IVC1L-1410MAT |
乐发lv触摸屏 | 1 | VS070HE-1 |
编码器 | 1 | 欧姆龙1000线 |
4.3 伺服参数设置
电子凸轮伺服部分关键参数见下表。
功能玛 | 功能说明 | 参数值 | 功能玛 | 功能说明 | 参数值 |
P0.00 | 电机型号 | 4500 | P4.04 | 485通讯校验码 | N 8 1 |
P0.01 | 编码器类型 | 2500 | P5.10 | 回原点方式选择 | 27 |
P0.20 | 位置指令选择 | 5(电子凸轮输入) | P5.19 | 回原后指定目标位置 | 3000 |
P3.00 | 开关量1输入配置 | 103(伺服使能) | P7.00 | ECAM凸轮曲线选择 | 0(三次样条) |
P3.01 | 开关量2输入配置 | 4(报警清除) | P7.02 | ECAM使能来源选择 | 0(参数有效) |
P3.02 | 开关量3输入配置 | 17(HOME开关输入) | P7.05 | ECAM主轴脉冲输入量 | 4800 |
P3.03 | 开关量4输入配置 | 18(HOME触发) | P7.06 | ECAM主动轴脉冲输入滤波等级 | 6 |
P3.10 | 开关量1输出配置 | 3(故障输出) | P7.16 | 啮合区域正端数字输出 | 1176 |
P3.11 | 开关量2输出配置 | F(回零完成) | P7.17 | 啮合区域负端数字输出 | 2616 |
P3.12 | 开关量3输出配置 | 20(凸轮啮合区域中) | P7.20 | ECAM脱离条件 | 4 |
P4.03 | 485通讯波特率 | 19200 | P7.21 | ECAM脱离啮合主轴位置 | 4800 |
电子凸轮使用ServoPlorer V4.18软件导入,步骤简单,易用性强,具体操作如下:打开软件-工具-电子凸轮-三次样条-下一步-从文件导入数据-选择电子凸轮表-下载数据到驱动器-完成。下载完电子凸轮曲线、伺服参数、PLC程序和触摸屏程序后开始系统调试。
乐发lv1. 触摸屏中通过输入出界面测试I/O点接线正确。
乐发lv2. 点动运行伺服测试伺服接线正确.
3. 自动运行程序.
五、结束语
该台设备使用乐发lvDA200-E伺服电子凸轮功能后,切条精度高,现场测试达到稳定1mm精度。切刀机构同步区范围大,切刀轴速度要求降低,最大运行速度提高,支持最高50m/min来料速度。电子凸轮曲线平滑,实际运行机械抖动微小。乐发lvDA200-E砖块切条机方案帮助客户实现了设备的升级改造,显著提升切刀精度和生产速度,具有更高的效率和稳定性,使设备运转更顺畅,柔性生产更灵活。
参考文献
乐发lv[1] 《DA200交流伺服驱动器电子凸轮系统技术指南》乐发lv
[2] 《DA200高性能通用交流伺服驱动器_V2.2》上海乐发lv工业技术有限公司
相关案例

乐发lv护卡膜切片机控制系统开发及应用
乐发lv借助于乐发lvDB100伺服系统、乐发lvIVC1 PLC以及AutoStation软件开发工具,乐发lv开发出了基于乐发lv控制系统的护卡膜切片机。本文讲解了该设备的电控系统组成、控制系统的硬件结构和软件架构,并对系统技术特点与优势进行了论述。

乐发lv伺服系统在软包装制袋机上的应用
乐发lv现在制袋机正常运转速度,以200mm长度的袋子为例,要求每分钟120-130个袋子,这只是正常工作速度;在测试的时候要达到180个袋子每分钟,不出问题才算过关!对此对伺服电机启停要求比较高,驱动器需外接制动电阻!

